me.szwedowski
Nuevo miembro
Tengo un proyecto desarrollado en PLC para montacargas de cuatro niveles con ciertas características, me gustaría saber su opinión y consejos para la mejora de presentación y demás. Mi intención es vender proyectos para LOGO Siemens 8.3 que me ha gustado mucho.
Este proyecto surge como respuesta a la solicitud de cotización para la automatización de un montacargas previamente diseñado con contactoras y un motor para subida y bajada. Con cuatro niveles, dos puertas, finales de carrera y pulsadores, la necesidad de optimizar el sistema impulsó la transición hacia un control más avanzado mediante un PLC. Se presenta la iniciativa de modernizar el montacargas, detallando los componentes existentes y resaltando la intención de migrar hacia una solución eficiente y segura.
La inclusión de modos de operación tanto automático como manual proporciona flexibilidad al sistema. El modo automático se activa mediante la pulsación prolongada del botón F1 durante 5 segundos, y se desactiva mediante el botón de pare o el relé de emergencia. Por otro lado, el modo manual, activado por el botón F2, permite el control manual del montacargas, independientemente de la posición de las puertas, con C1 y C2 del PLC para subir y bajar respectivamente el montacargas; Y C3 y C4 para cerrar y abrir respectivamente ambas puertas comandadas por el segundo motor implementado para el control de las mismas..
Queda debidamente registrada la constancia de que los precios establecidos para el PLC LOGO, sus módulos expandibles y transformadores de la marca Siemens, todos nuevos, se han determinado considerando los modelos disponibles en el mercado uruguayo. Los costos reflejan la realidad actual de la oferta y demanda, garantizando una transacción justa y competitiva. La elección de componentes de la misma marca asegura la coherencia y compatibilidad del sistema, proporcionando una solución integral y confiable para la automatización del montacargas.
El diseño del sistema incorpora elementos clave, como cuatro pulsadores por piso que permiten la selección de nivel deseado, así como finales de carrera correspondientes a cada nivel y cuatro finales de carrera vinculados a cada una de las puertas (2),según esta esté abierta o cerrada , cuya condición de cerrado es esencial para que el sistema funcione de forma auotmática. La pulsación de seguridad será implementada por botón F3 del PLC, para no tener que agregar otro módulo de expansión, pudiéndose incorporar al sistema de forma electromecánica en la energización del PLC.
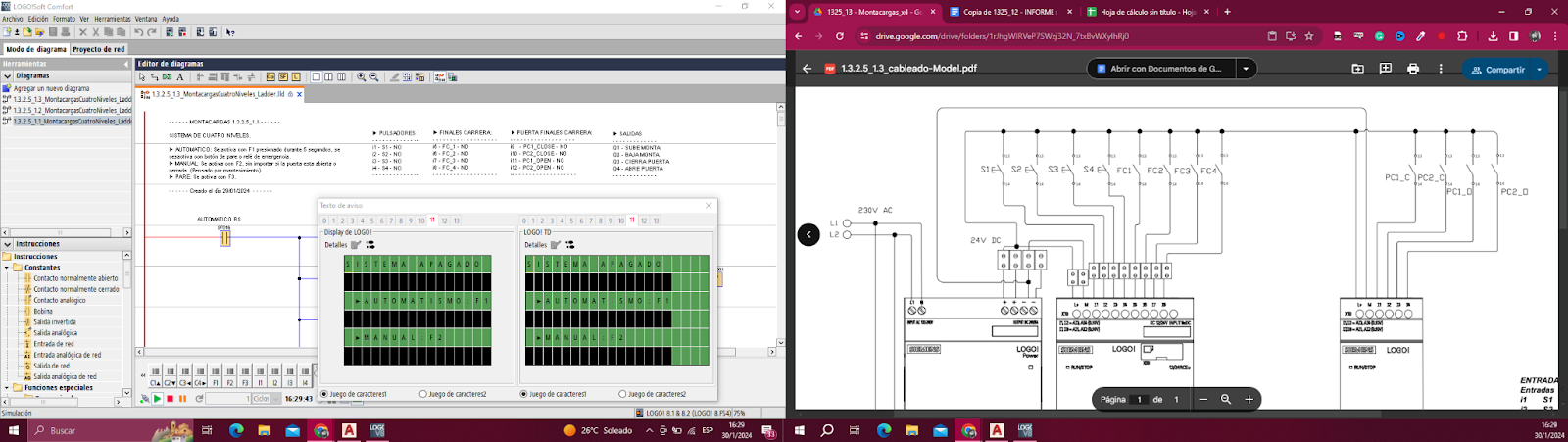
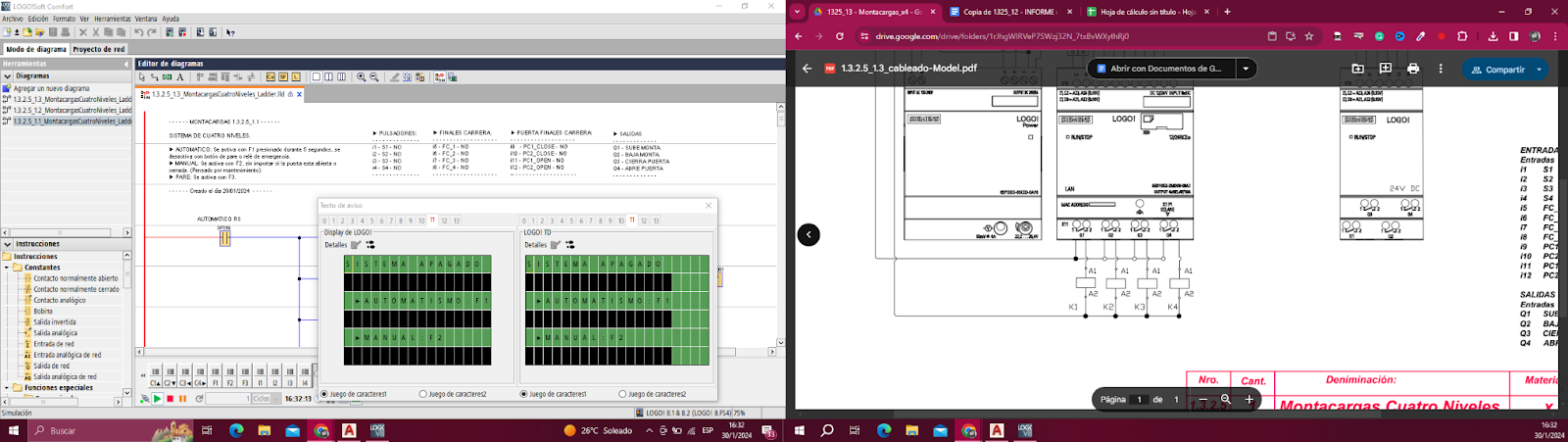
El control de inversión de giro del motor a través de los contactos Q1 y Q2 permiten la subida y bajada del montacargas; el control de inversión de giro del motor a través de los contactos Q3 y Q4 permiten el cierre y apertura de las puertas que trabajarán de forma conjunta.
Este proyecto surge como respuesta a la solicitud de cotización para la automatización de un montacargas previamente diseñado con contactoras y un motor para subida y bajada. Con cuatro niveles, dos puertas, finales de carrera y pulsadores, la necesidad de optimizar el sistema impulsó la transición hacia un control más avanzado mediante un PLC. Se presenta la iniciativa de modernizar el montacargas, detallando los componentes existentes y resaltando la intención de migrar hacia una solución eficiente y segura.
OBJETIVO
El objetivo principal de este proyecto es diseñar un sistema automatizado de control para un montacargas de cuatro niveles, utilizando un PLC (Controlador Lógico Programable) con la plataforma LOGO Siemens 8.3 y representado mediante un diagrama ladder. La implementación de este sistema busca optimizar y asegurar el funcionamiento eficiente del montacargas, garantizando la seguridad tanto de los usuarios como del equipo. En tal sentido se ha diseñado la implementación de un segundo motor para el control de las puertas de forma automática.La inclusión de modos de operación tanto automático como manual proporciona flexibilidad al sistema. El modo automático se activa mediante la pulsación prolongada del botón F1 durante 5 segundos, y se desactiva mediante el botón de pare o el relé de emergencia. Por otro lado, el modo manual, activado por el botón F2, permite el control manual del montacargas, independientemente de la posición de las puertas, con C1 y C2 del PLC para subir y bajar respectivamente el montacargas; Y C3 y C4 para cerrar y abrir respectivamente ambas puertas comandadas por el segundo motor implementado para el control de las mismas..
PLC LOGO 8.3
Marca: SIEMENSQueda debidamente registrada la constancia de que los precios establecidos para el PLC LOGO, sus módulos expandibles y transformadores de la marca Siemens, todos nuevos, se han determinado considerando los modelos disponibles en el mercado uruguayo. Los costos reflejan la realidad actual de la oferta y demanda, garantizando una transacción justa y competitiva. La elección de componentes de la misma marca asegura la coherencia y compatibilidad del sistema, proporcionando una solución integral y confiable para la automatización del montacargas.
| MODELO | E/S | Link1 | Precio Uruguay | Fecha |
| LOGO 8.3 24VDC | 8 Entradas / 4 Salidas | Link Mercadolibre | USD 190 | 30/01/2024 |
| Módulo Expansión 24VDC | 4 Entradas / 4 Salidas | Link Mercadolibre | USD 98 | 30/01/2024 |
| Transformador 230VAC a 24VDC | - | Link Mercadolibre | USD 85 | 30/01/2024 |
ENTRADAS
Hadware: LOGO 8.3 + Módulo de Expansión.El diseño del sistema incorpora elementos clave, como cuatro pulsadores por piso que permiten la selección de nivel deseado, así como finales de carrera correspondientes a cada nivel y cuatro finales de carrera vinculados a cada una de las puertas (2),según esta esté abierta o cerrada , cuya condición de cerrado es esencial para que el sistema funcione de forma auotmática. La pulsación de seguridad será implementada por botón F3 del PLC, para no tener que agregar otro módulo de expansión, pudiéndose incorporar al sistema de forma electromecánica en la energización del PLC.
| ENTRADAS | |||
| Entradas | Nombre | Tipo | Clasificación |
| i1 | S1 | NO | Pulsador |
| i2 | S2 | NO | Pulsador |
| i3 | S3 | NO | Pulsador |
| i4 | S4 | NO | Pulsador |
| i5 | FC_1 | NO | Final de Carrera |
| i6 | FC_2 | NO | Final de Carrera |
| i7 | FC_3 | NO | Final de Carrera |
| i8 | FC_4 | NO | Final de Carrera |
| i9 | PC1_CLOSE | NO | Final de Carrera |
| i10 | PC2_CLOSE | NO | Final de Carrera |
| i11 | PC1_OPEN | NO | Final de Carrera |
| i12 | PC2_OPEN | NO | Final de Carrera |
SALIDAS
Hadware: LOGO 8.3El control de inversión de giro del motor a través de los contactos Q1 y Q2 permiten la subida y bajada del montacargas; el control de inversión de giro del motor a través de los contactos Q3 y Q4 permiten el cierre y apertura de las puertas que trabajarán de forma conjunta.
| SALIDAS | |||
| Entradas | Nombre | Tipo | Clasificación |
| Q1 | SUBE | NO | Contactor |
| Q2 | BAJA | NO | Contactor |
| Q3 | CIERRA | NO | Contactor |
| Q4 | ABRE | NO | Contactor |
Última edición:





